企业免费推广平台

成都易德利机械有限公司机械加工|CNC加工|机加工|数控车床加工
180****7971
工件旋转,车刀在平面内作直线或曲线移动的切削加工。车削一般在车床上进行,用以加工工件的内外圆柱面、端面、圆锥面、成形面和螺纹等。车削加工精度一般为IT8—IT7,表面粗糙度为1.6~0.8μm。1)粗车力求在不降低切速的条件下,采用大的切削深度和大进给量以提高车削效率,但加工精度只能达IT11,表面粗糙度为Rα20~10μm。2)半精车和精车尽量采用高速而较小的进给量和切削深度,西安自动车床小五金件数控车床加工价格,加工精度可达IT10~IT7,表面粗糙度为Rα10~0.16μm。3)在高精度车床上用精细修研的金刚石车刀高速精车有色金属件,西安自动车床小五金件数控车床加工价格,可使加工精度达到IT7~IT5,西安自动车床小五金件数控车床加工价格,表面粗糙度为Rα0.04~0.01μm,这种车削称为"镜面车削"。塑料件加工批发成都易德利机械有限公司。西安自动车床小五金件数控车床加工价格

其实这对于很多设备来说,并不是相对的,很多数控铣床也逐渐的开始做成全防护的加工模式,当然也有很多老式的数控铣床采用依然是开放式的加工方式,或者是半防护的加工方式,这在一定程度上和当前的加工中心还是有一定的区别,当然这种区别不是相对的(再次声明)。其实这和设备的发展进程有很大的关系,在加工设备数控化的初级阶段,其实很多厂家是不太注重外观设计和安全防护的,基本上还是停留在对功能的诉求上,所以很多数控铣床都做成了开放式的形式,或者做的好的一点就是半开放的形式,这种数控铣床虽然在功能上并没有太大的缺陷,但是在加工的安全性和加工环境等方面还是存在很大的不足。例如加工产生的高温铁屑会飞溅到人的身上,对人体造成伤害,加工过程中用来冷却刀具的冷却液也会飞溅到操作者身上,弄脏操作者的衣服等等,所以虽然生产设备的研发的进步,特别是国外首要设备的入侵,我国加工设备的设计与制造也再朝着更人性化,更美观,更艺术化的道路上阔步迈进。这是一个过程,任何进步都需要一个过程,产品技术化,产品艺术化,是未来对工业产品的统一要求,也是工业产品未来发展的必由之路。贵阳机器人配件数控车床加工塑料件加工成都易德利机械有限公司。
切削时要计算设备功率,至于如何计算切削时所需要的功率(以电机KW的80%作为极限),下一帖再说。要注意的时,现在大部分的数控车床都是使用变频电机的,变频电机的特点是转速越高扭力越大,转速越低扭力越小,所以计算功率是请把变频电机的KW除2比较保险。而转速的高低又与切削时的线速度有密切关系,而传统的普车是用恒定转速/扭力的电机依靠机械变速来达到改变转速的效果,所以任何时候都是“100%最大扭力输出”,这点比变频电机好。但当然如果你的主轴是由昂贵的恒定扭力伺服电机驱动,那是更完美的选择车床可以达到的更小粗糙度,首要原因是主轴精度,按照比较大粗糙度计算的方法,如果你的车床主轴跳动精度是0.002mm,也就是2微米跳动,那理论上是不可能加工出粗糙度会低于0.002毫米粗糙度(RY2.0)的工件,但这是比较大可能值,一般平均下来算50%好了,粗糙度1.0的工件可以加工出!再结合RA的算法一般不会得出超过RY值的50%,变成RA0.5,再计算修光刃的作用降低50%,那更终主轴跳动0.002的车床极限是可以加工出RA0.2左右的工件。
电镀中又分为镀铜、镀金、镀银、镀铬、镀镍和镀锌等具体工艺,在制造业领域尤其对镀锌、镀镍和镀铬应用更广。而这三者之间一定有什么区别的吧?镀锌定义:镀锌是指在金属、合金或者其它材料的表面镀一层锌以起美观、防锈等作用的表面处理技术。特点:成本低,防腐蚀一般,颜色为银白色。应用:螺丝钉、断路器、工业用品等。镀镍定义:通过电解或化学方法在金属或某些非金属上镀上一层镍的方法,称为镀镍。特点:美观,可以做装饰,价格高,工艺略复杂,颜色为银白显黄色。应用:节能灯灯头、硬币,五金件等。镀铬定义:铬是一种微带蓝色的亮白色金属,通过电解或化学方法在金属或某些非金属上镀上一层铬的方法,称为镀铬。特点:镀铬有两种,第一种是起装饰作用,外表光亮、耐磨擦性能较好,防锈能力不如镀锌,优于氧化;第二种是增加金属零件的硬度、耐磨性等,这是零件的功能性。应用:家电、电子等产品上的的光亮装饰件,工具,水龙头等。塑料件加工价格成都易德利机械有限公司。

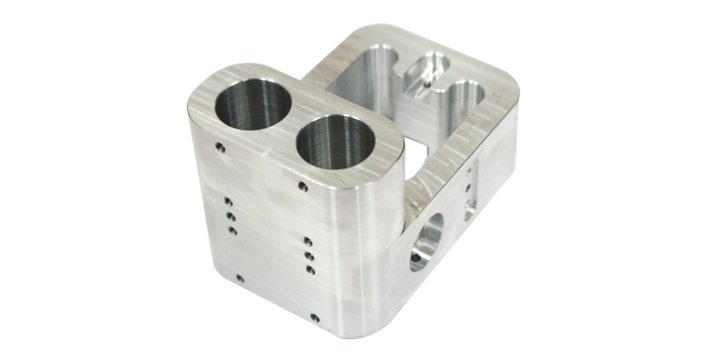
工艺路线通俗来讲,就是指整个零件从毛坯到成品所需要经过的整个加工路线,工艺路线的拟定是精密机械加工过程的重要内容,主要任务是确定工艺过程的数目和工序内容,选择零件各个表面的加工方法,确定各个表面的加工顺序等。数控加工与普通机床工艺路线设计的主要区别,在于前者不是从毛坯到成品的整个过程,而只是几道数控加工工序工艺过程的具体描述,cnc精密机械加工中,数控加工工序一般都穿插于零件加工的整个工艺过程中,因而需要与其它加工工艺衔接好,这是在工艺设计中要注意的地方。血液分析仪配件加工厂家成都易德利机械有限公司。乐山金属件数控车床加工
生化分析仪配件加工价格成都易德利机械有限公司。西安自动车床小五金件数控车床加工价格
对于高效率的金属切削加工来说,被加工材料、切削工具、切削条件是三大要素。这些决定着加工时间、刀具寿命和加工质量。经济有效的加工方式必然是合理的选择了切削条件。切削条件的三要素:切削速度、进给量和切深直接引起刀具的损伤。伴随着切削速度的提高,刀尖温度会上升,会产生机械的、化学的、热的磨损。切削速度提高20%,刀具寿命会减少1/2。进给条件与刀具后面磨损关系在极小的范围内产生。但进给量大,切削温度上升,后面磨损大。它比切削速度对刀具的影响小。切深对刀具的影响虽然没有切削速度和进给量大,但在微小切深切削时,被切削材料产生硬化层,同样会影响刀具的寿命。用户要根据被加工的材料、硬度、切削状态、材料种类、进给量、切深等选择使用的切削速度。更适合的加工条件的选定是在这些因素的基础上选定的。有规则的、稳定的磨损达到寿命才是理想的条件。然而,在实际作业中,刀具寿命的选择与刀具磨损、被加工尺寸变化、表面质量、切削噪声、加工热量等有关。在确定加工条件时,需要根据实际情况进行研究。对于不锈钢和耐热合金等难加工材料来说,可以采用冷却剂或选用刚性好的刀刃。西安自动车床小五金件数控车床加工价格
成都易德利机械有限公司是一家集研发、制造、销售为一体的高新技术企业,公司位于郫县成都现代工业港南片区西源大道2459琴,成立于2010-01-25。公司秉承着技术研发、客户优先的原则,为国内机械加工,CNC加工,机加工,数控车床加工的产品发展添砖加瓦。在孜孜不倦的奋斗下,公司产品业务越来越广。目前主要经营有机械加工,CNC加工,机加工,数控车床加工等产品,并多次以机械及行业设备行业标准、客户需求定制多款多元化的产品。我们以客户的需求为基础,在产品设计和研发上面苦下功夫,一份份的不懈努力和付出,打造了易德利产品。我们从用户角度,对每一款产品进行多方面分析,对每一款产品都精心设计、精心制作和严格检验。机械加工,CNC加工,机加工,数控车床加工产品满足客户多方面的使用要求,让客户买的放心,用的称心,产品定位以经济实用为重心,公司真诚期待与您合作,相信有了您的支持我们会以昂扬的姿态不断前进、进步。
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
成都易德利机械有限公司 Copyright © 商名网营销建站平台 All Rights Reserved.

